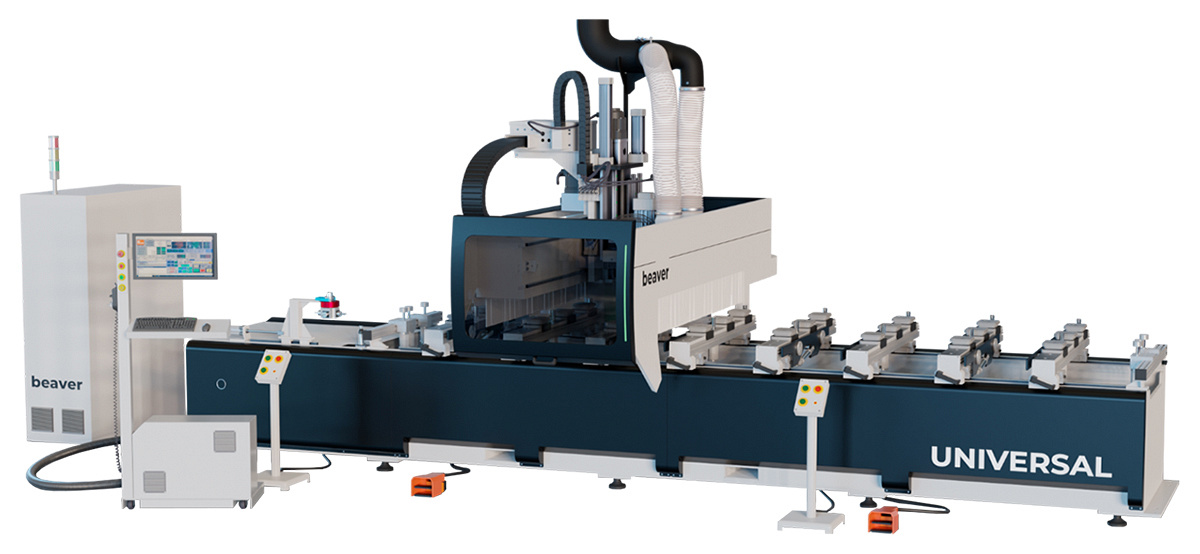
Универсальные обрабатывающие центры с ЧПУ Beaver UNIVERSAL-XL
















-
Общая мощность22 кВт
-
Частота вращения0 – 24 000 об/мин
-
Система управленияOSAI
Модель
UNIVERSAL-XL
Размер зоны обработки, мм
5200 x 1260
Тип рабочего стола
Система перемещающихся траверс Schmalz
Тип передачи по осям X, Y
Шестерня-рейка (косозубая)
Тип передачи по оси Z
ШВП
Скорость рабочего хода, м/мин
0 - 40*
Тип электродвигателей
серводвигатели Yaskawa
Тип смены инструмента
автоматическая
Мощность, кВт
12
Частота вращения, об/мин
0 – 24 000
Тип охлаждения
воздушное (независимое)
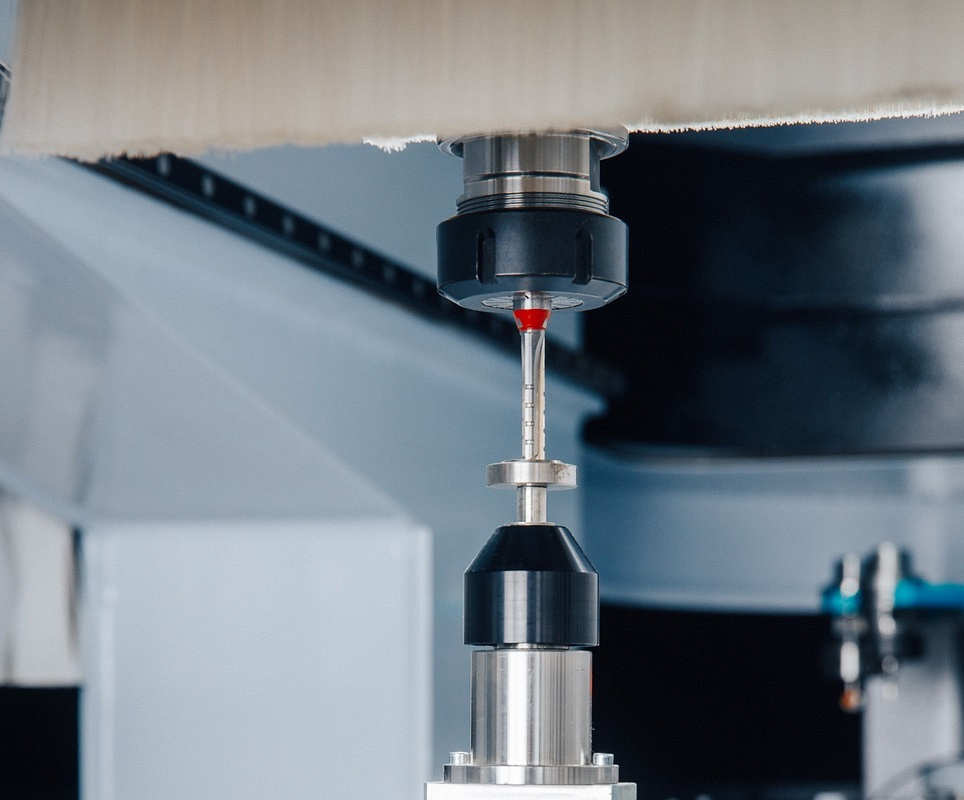
Инструментальный патрон
HSK 63F (Цанга ER40)
Общий ход по осям X / Y / Z, мм
5550 / 1640 / 250
Рабочий ход по осям X / Y / Z, мм
5200 / 1260 / 100
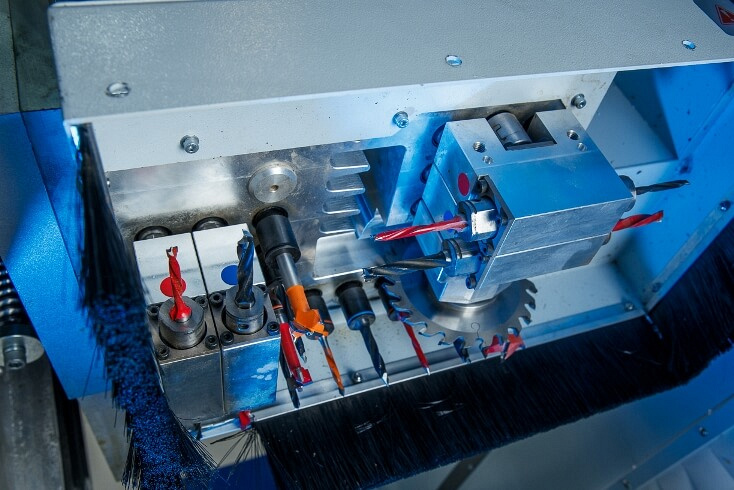
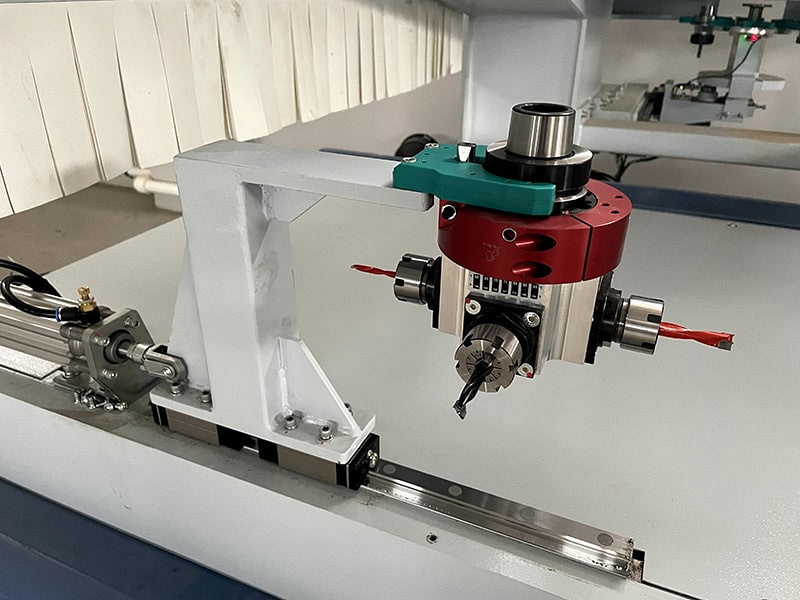
Частота вращения сверлильной группы, об/мин
4750
Количество сверлильных шпинделей. Вертикальные, шт.
5 + 4
Количество сверлильных шпинделей. Горизонтальные, вдоль оси X , шт.
2 + 2
Количество сверлильных шпинделей. Горизонтальные, вдоль оси Y , шт.
2 + 2
Количество сверлильных шпинделей. Пазовальная пила D внеш / D посад, мм
вдоль оси X 120 / 20
Количество траверс, шт.
8
Количество вакуумных подушек, шт.
24
Количество мест в магазине, шт.
16
Тип датчика калибровки инструмента
автоматический
Общая мощность, кВт
22
Скорость холостого хода по осям X / Y / Z, м/мин
80 / 60 / 25
Мощность шпинделя вертикального, кВт
12
Система управления
OSAI
Тип инструментального магазина
тарельчатый на портале
Мощность вакуумного насоса, кВт
4
Производительность вакуумного насоса, м³/ч
160
Мощность мотора сверлильной группы, кВт
1,7
Напряжение, В
380
Частота тока, Гц
50
Длина, мм
8100
Ширина, мм
2350
Высота, мм
2500
Вес брутто, кг
6310
Будьте первыми, кто оставит свой отзыв о
нашем товаре!