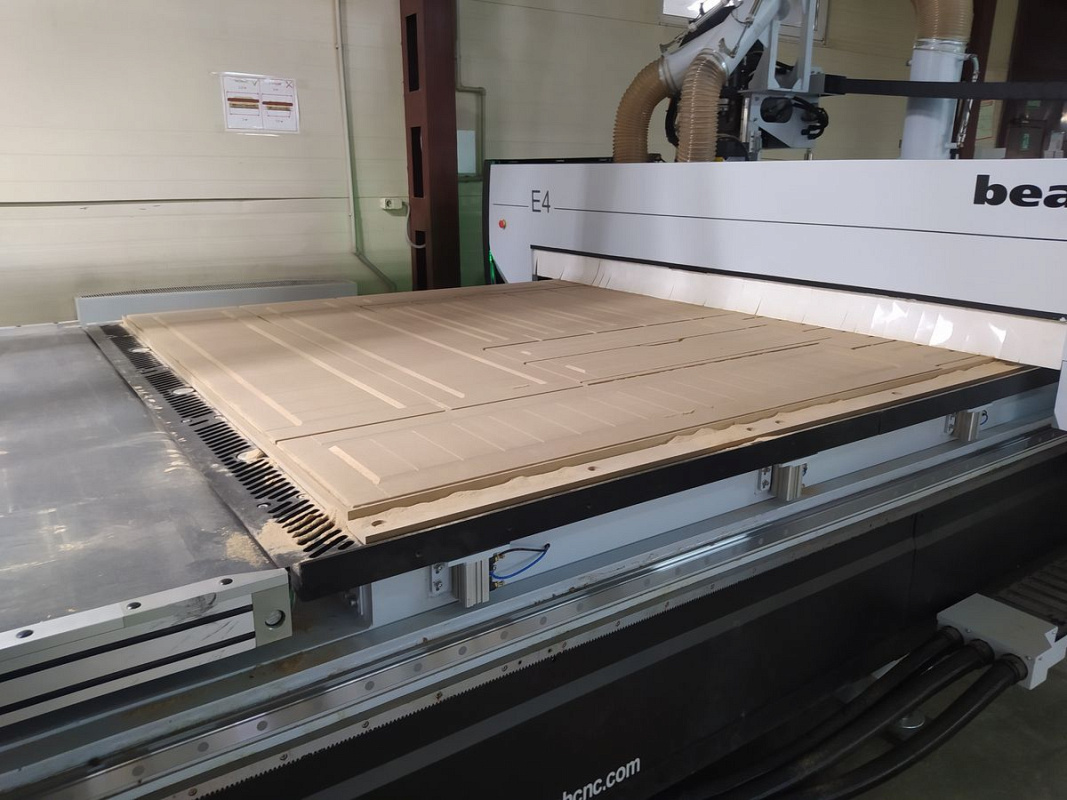
Автоматическая фрезерно-присадочная линия с ЧПУ Beaver NEST CONCEPT A3
Код товара: ЧП 323626
-
Сохранены цены 2023г, без удорожания!
-
Оборудование для сложных задач в промышленном объеме при работе 24/7.


















Другие модели:
NEST CONCEPT A2
-
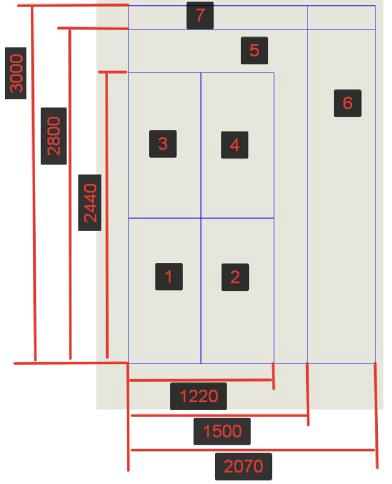
Размеры зоны обработки2085 x 2820 мм
-
Высота заготовки по оси Z50 мм
-
Мощность шпинделя12 кВт
-
Тип инструментального магазинаревольверный
-
Вес4500 кг
Модель
NEST CONCEPT A3
ЧП 323626
В наличии
ЦЕНА
ЦЕНА ПО АКЦИИ
7 342 328 ₽
Размеры зоны обработки, мм
2085 x 2820
Высота заготовки по оси Z, мм
50
Мощность шпинделя, кВт
12
Максимальная частота вращения шпинделя, об/мин
24 000
Тип охлаждения шпинделя
воздушное
Тип инструментального патрона
HSK 63
Тип цанги
ER40
Система смены инструмента
автоматическая
Тип инструментального магазина
револьверный
Количество мест в магазине, шт.
16
Тип датчика калибровки инструмента
автоматический
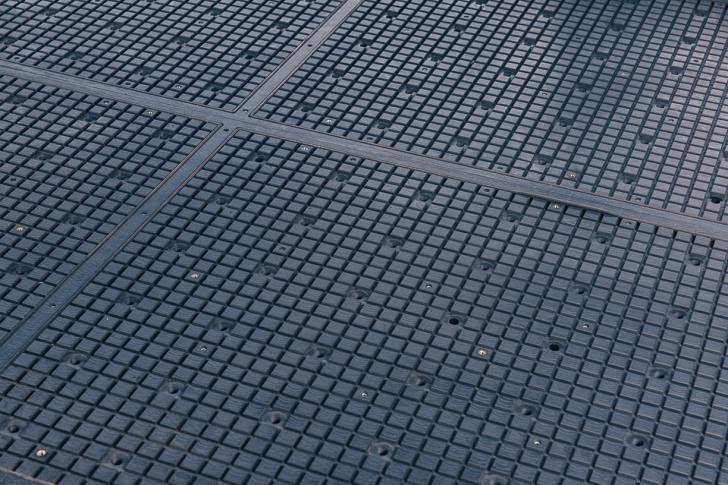
Тип рабочего стола
вакуумный
Скорость холостого хода по осям X / Y, м/мин
0 - 100
Скорость холостого хода по оси Z, м/мин
0 - 25
Скорость рабочего хода, м/мин
0 - 30
Тип передачи по осям X, Y
косозубая шестерня-рейка
Тип передачи по оси Z
ШВП
Тип электродвигателей перемещения
cервопривод
Система управления
OSAI / TPA
Принтер
нет
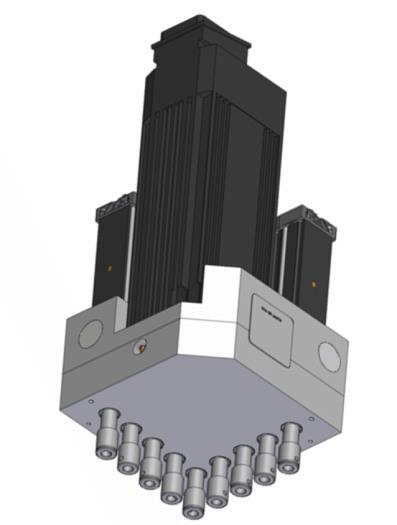
Наличие сверлильной головы
да
Количество сверлильных шпинделей, шт.
10
Частота вращения, об/мин
3000
Мощность двигателя сверлильной группы, кВт
1,7
Наличие вакуумного насоса
да
Количество, шт.
2
Производительность вакуумного насоса, м3/ч
250
Общая производительность насосов, м3/ч
500
Мощность, кВт
5,5
Суммарная мощность насосов, кВт
11
Диаметр патрубков, мм
Ø200 x 1, Ø150 x 1
Требуемая производительность аспирационной установки, м3/ч
6000
Статическое давление воздушного потока вытяжной системы в точке подключения, Па
1800
Скорость воздуха в патрубке, м/с
30 - 35
Давление в пневмосистеме, Мпа
0,8
Расход сжатого воздуха, л/мин
600
Напряжение, В
380
Частота, Гц
50
Общая установленная мощность, кВт
30
Длина, мм
5500
Ширина, мм
2250
Высота, мм
2000
Вес, кг
4500
Рассчитайте свой платеж
Стоимость оборудования
Первоначальный взнос
Срок лизинга
Наше предложение
Ежемесячный платеж:
₽
Переплата:
₽ / за 60 мес
Хотите выгодное предложение?
Оставьте заявку и мы подберем удобный тариф
Стоимость предмета лизинга и приведенные расчеты через
калькулятор являются предварительными. Для точного определения процентной ставки по договору,
пожалуйста, обратитесь к менеджеру в вашем регионе.
Будьте первыми, кто оставит свой отзыв о
нашем товаре!