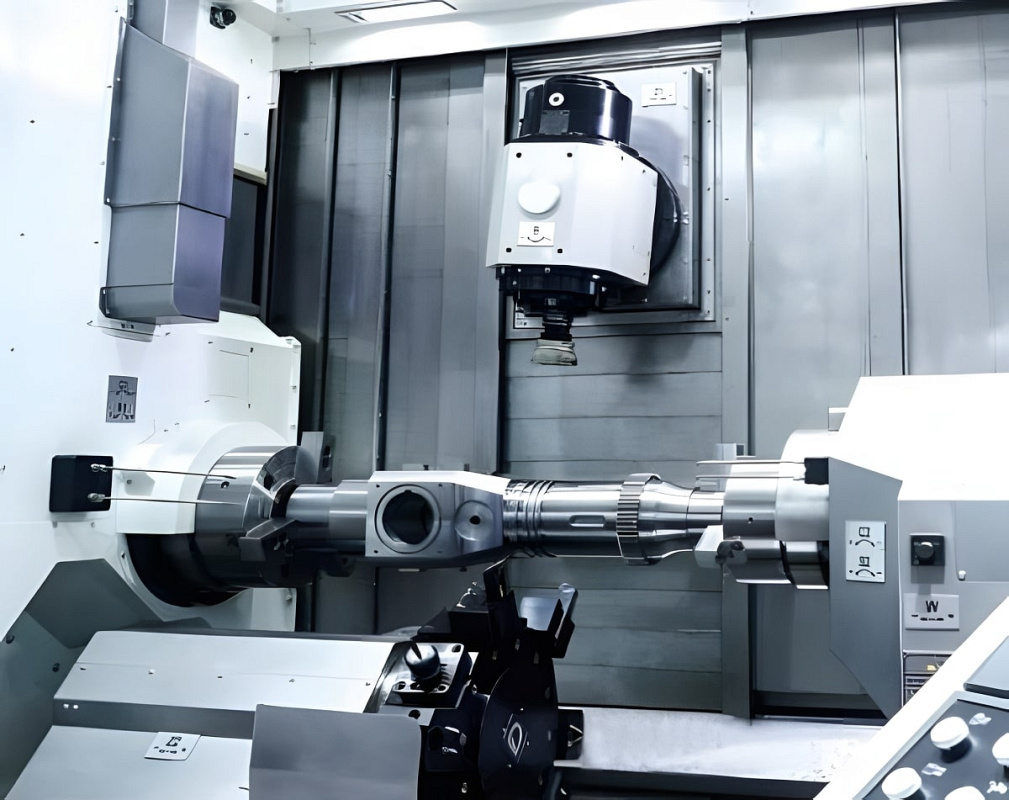
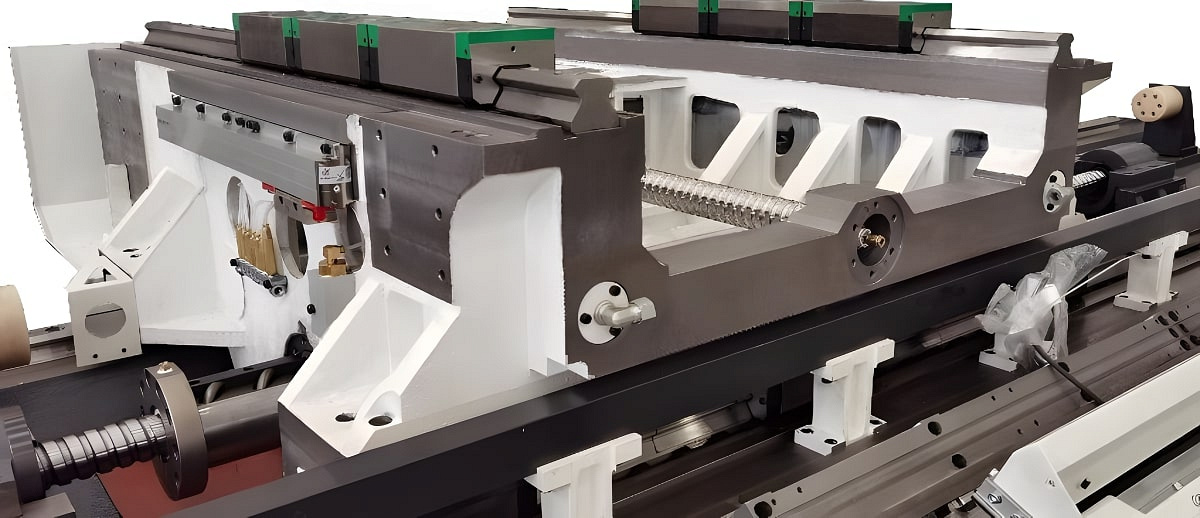
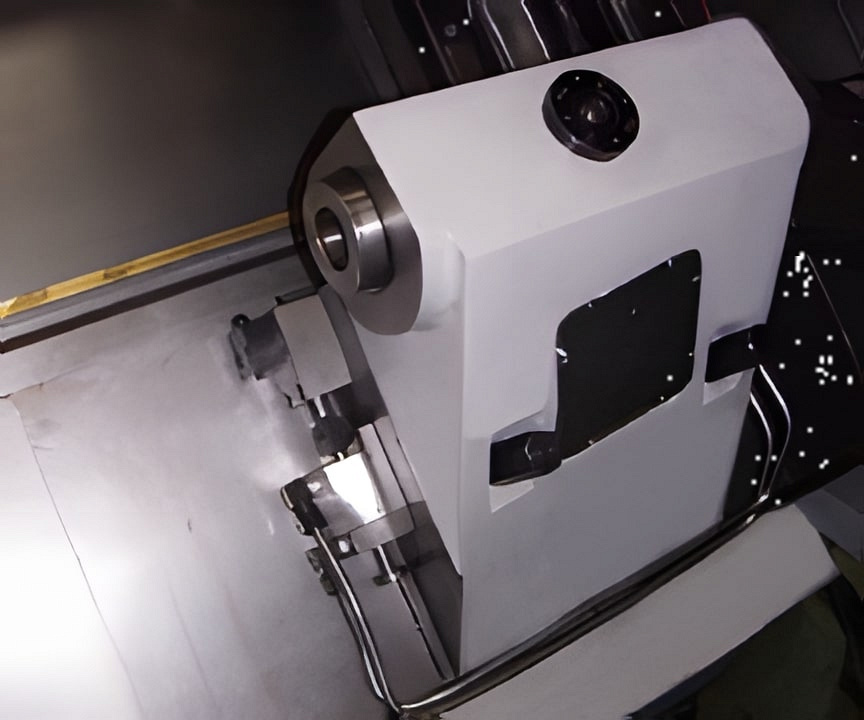
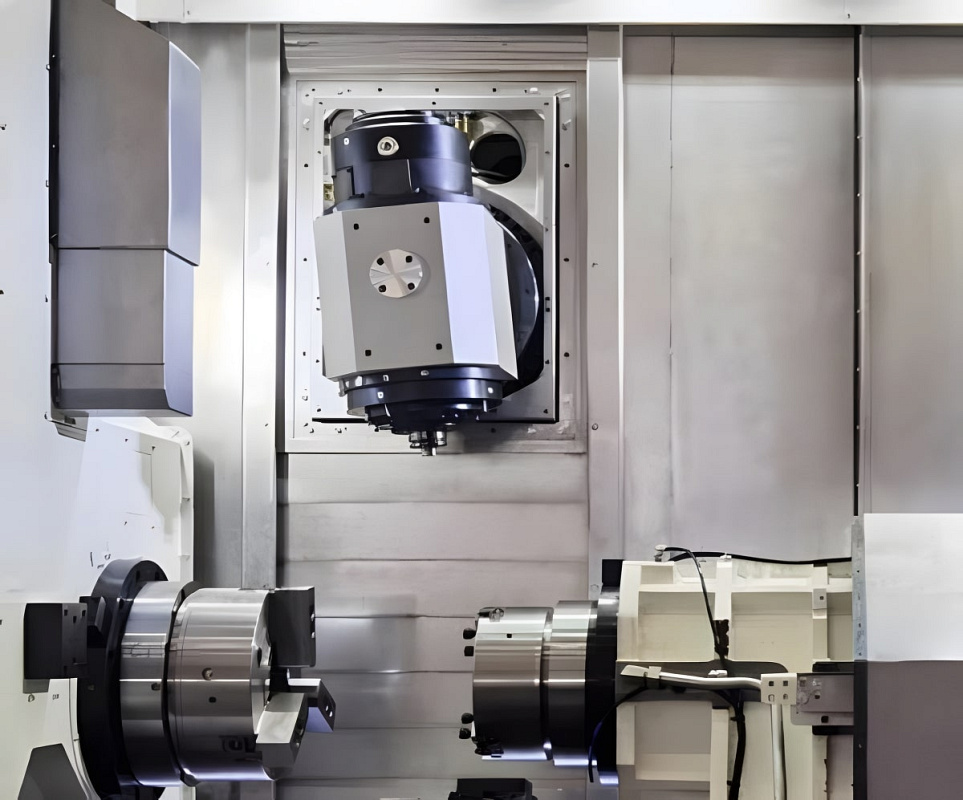
Токарно-фрезерный обрабатывающий центр с противошпинделем и осью B SPECTR ULTRATURN UT-700S
Код товара: МС 430409


Тайвань
-
Макс. диаметр точения700 мм
-
Макс. длина точения1000 / 1500 / 3000 / 5000 мм
-
Мощность шпинделя48 / 52 кВт
-
Приводной инструментесть
-
Ось Yесть
Модель
UT-700S
МС 430409
ЦЕНА
95 813 793 ₽
Макс. диаметр вращения, мм
700
Макс. диаметр точения, мм
700
Макс. длина точения, мм
1000 / 1500 / 3000 / 5000
Макс. диаметр прутка, мм
90
Тип направляющих
Качения
Угол наклона станины, °
30
По оси X, мм
840
По оси Y, мм
60
По оси Z, мм
1200 / 1700 / 3400 / 5400
По оси W, мм
1100 / 1600 / 3100 / 4500
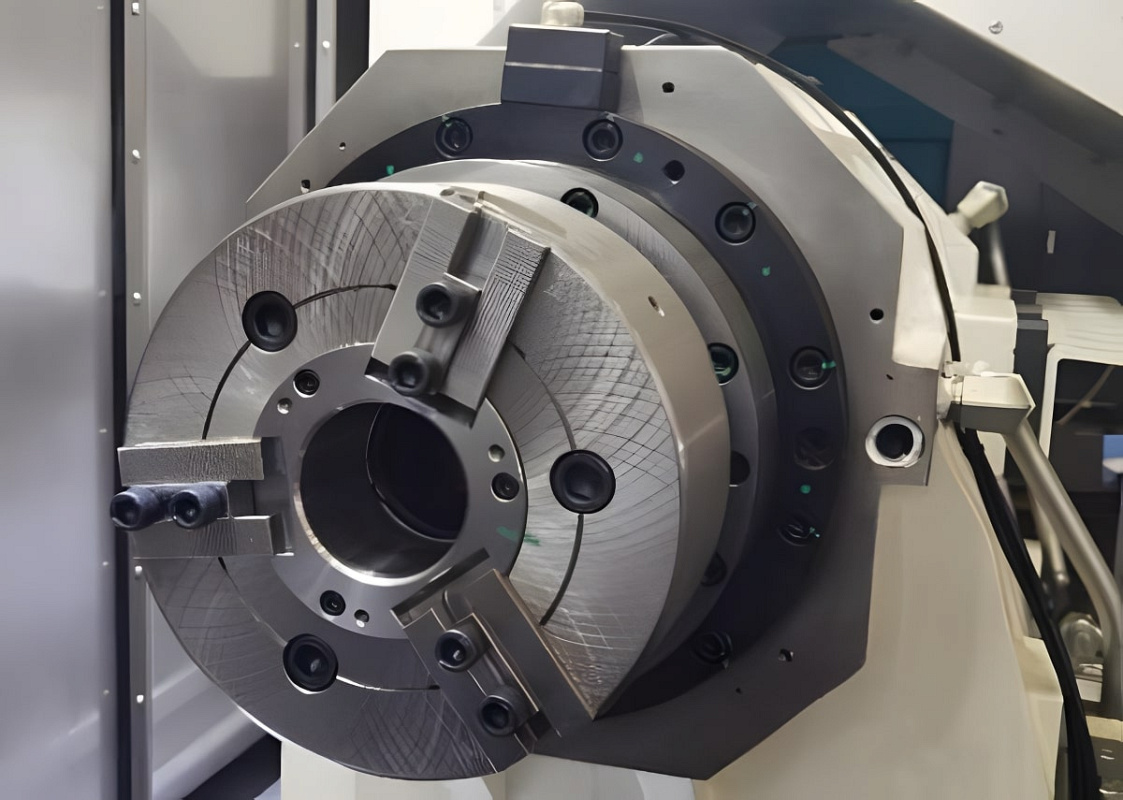
Конус
А2-11
Обороты шпинделя, об/мин
3500
Диаметр отверстия шпинделя, мм
65
Размер патрона, дюйм
12
Макс. диаметр прутка, мм
102
Мощность шпинделя, кВт
48 / 52
Макс. крутящий момент шпинделя, Нм
585 / 795 / 930
Противошпиндель
есть
Конус противошпинделя
А2-8
Обороты противошпинделя, об/мин
4000
Размер патрона, дюйм
10
Мощность противошпинделя, кВт
22 / 28
Макс. крутящий момент противошпинделя, Нм
300 / 384 / 500
Конус
HSK63T
Обороты шпинделя, об/мин
12 000
Мощность шпинделя, кВт
25 / 30
Макс. крутящий момент шпинделя, Нм
83 / 100
Система ЧПУ
Siemens
Приводной инструмент
есть
Ось Y
есть
Тип револьверной головки
12
Обороты приводного инструмента, об/мин
4000
Мощность приводного инструмента, кВт
8,8
Тип крепления инструментальных блоков
ВМТ55
Длина, мм
6355 / 6855 / 8650 / 11050
Ширина, мм
6230
Высота, мм
3050
Вес, кг
39 000 / 40 000 / 43 000 / 48 000
Рассчитайте свой платеж
Стоимость оборудования
Первоначальный взнос
Срок лизинга
Наше предложение
Ежемесячный платеж:
₽
Переплата:
₽ / за 60 мес
Хотите выгодное предложение?
Оставьте заявку и мы подберем удобный тариф
Стоимость предмета лизинга и приведенные расчеты через
калькулятор являются предварительными. Для точного определения процентной ставки по договору,
пожалуйста, обратитесь к менеджеру в вашем регионе.
Будьте первыми, кто оставит свой отзыв о
нашем товаре!